18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
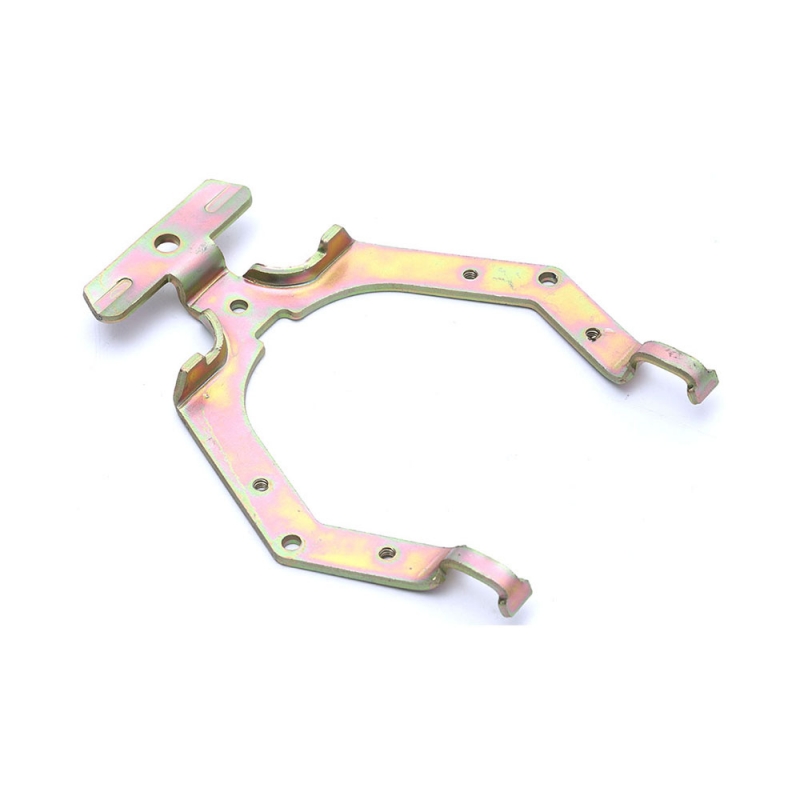
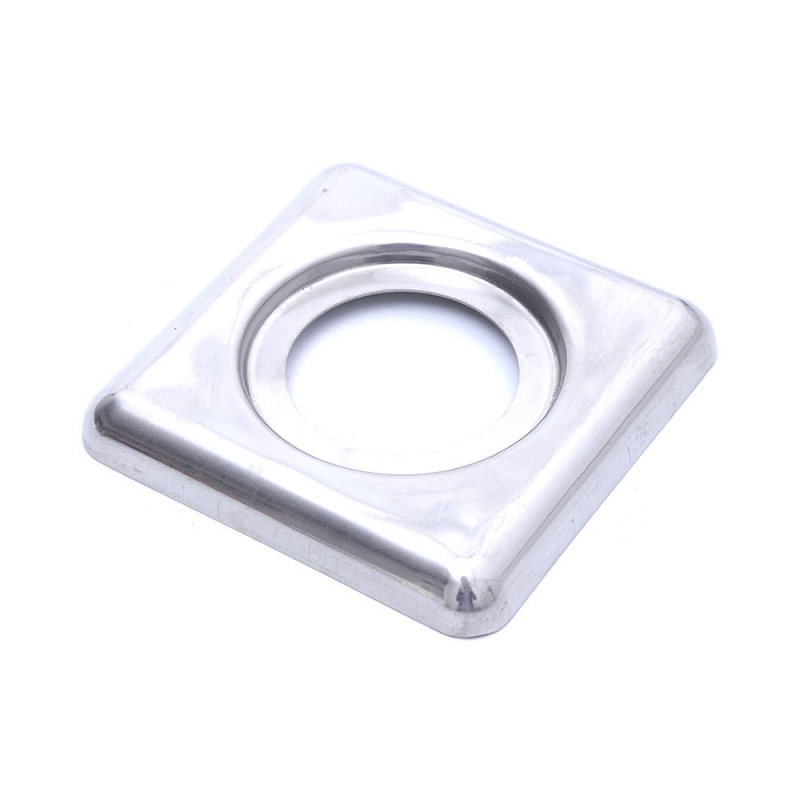
五金冲压件生产的疑难问题及缘故
1.毛刺:冲孔机或切边缘情况下不完全留出边角余料,厚钢板断开面下位置造成毛刺,以断开面为标准,毛刺相对高度为0.2mm左右时,产生的粉丝会毁坏模具并造成凹凸。
2.凹凸:材料表层出现异常突起或凹痕,是开料线有异物(铁销、尘土)渗入造成的。
3.辊子印:清理辊子或是给料辊子粘附异物造成(以固定不动节径产生),一般情况下能将高精密冲压件板材里的辊子印异物除掉就可以。
4.滚动印:因为辊子滚动造成,在突然停止或是加快时产生。
5.管料破碎很有可能也许边缘发皱:开料线的导向性辊很有可能也许模具里的导向性辊间隙钟头造成的发皱场景,因为管料送进顽强衡造成。
6.刮痕:造成五金零件冲压零件上面有刮痕的主要因素,模具上面有尖锐的伤疤或者有金属材料尘屑落入了模具,避免对策为刃磨模具里的伤疤和消除金属材料尘屑。
7.底端裂开:造成零件底端裂开的主要原因是原材料塑性变形较弱或模具包边条圈压着太紧,避免对策为拆换塑性变形不错的原材料或把包边条圈释放压力一些。
8.外壁有皱褶:造成零件外壁有皱褶的主要原因是原材料的薄厚不足(比最少的容许薄厚还薄)或上、上模组装时发生轴力,导致一边间隙大,另一边间隙小,避免对策为及时拆换原材料和再次调节模具。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元