18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
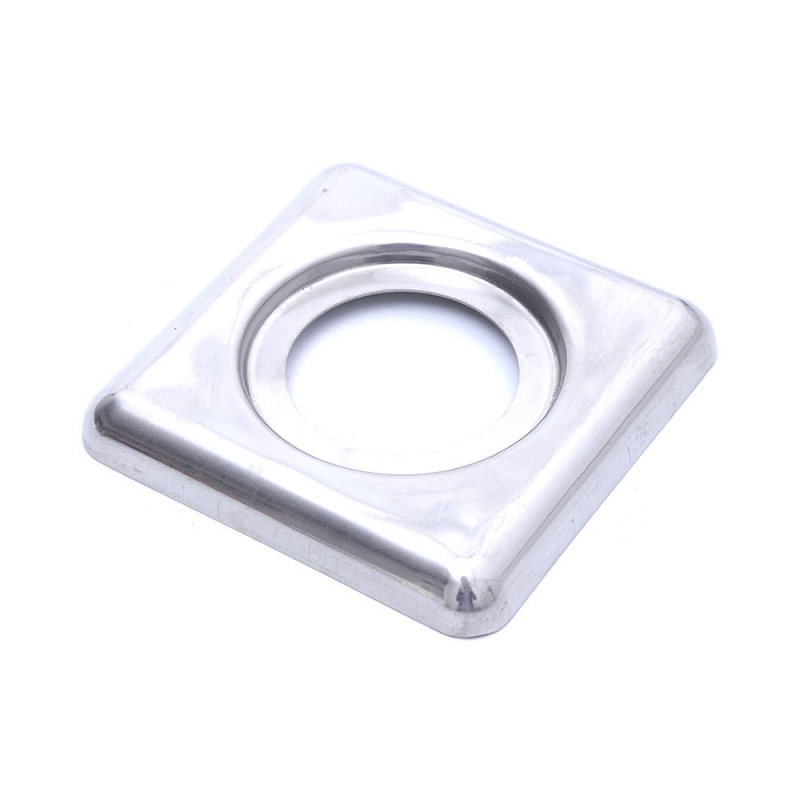
五金冲压件是生活中十分常见的金属加工产品,发挥的作用也十分重要。接下来,大家来了解下五金冲压件的测量法。
五金冲压件孔准确测量按照通止规的准确测量方式来讲取的是小值,因此用千分尺准确测量做纪录的情形下一般可以纪录小值。
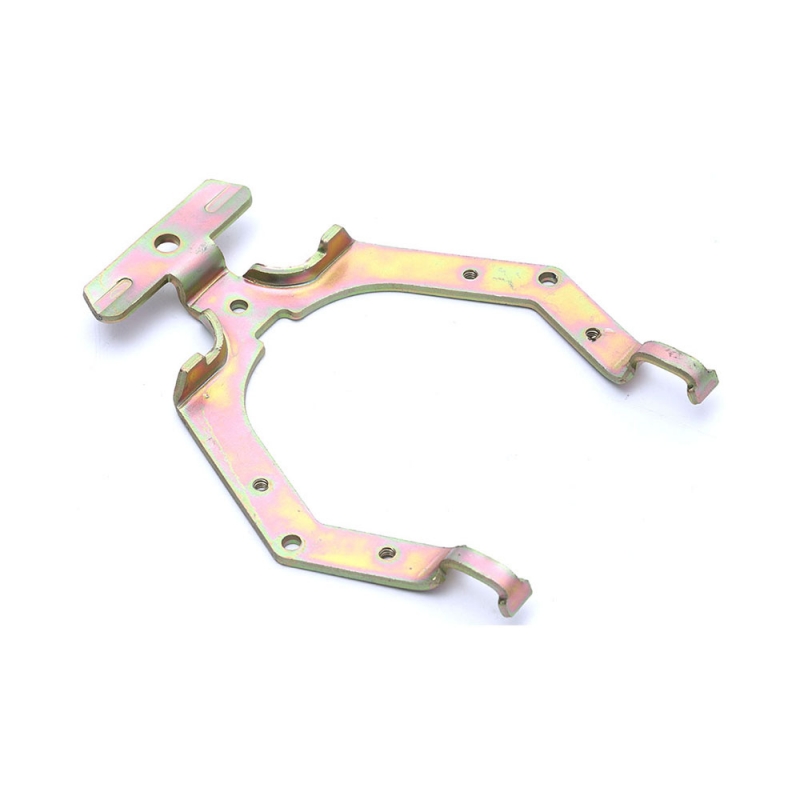
五金冲压件加工纪录较高值跟均值没有实际意义,对于直径在各方向上的准确测量的尺寸区别,应当纪录到标准公差的同轴度里面中,而非直径。
冲压件加工另假如是测绘工程,且无规格可以参考的情况下,你应该视其横断面情况来定,不能单是得其均值,比如你准确测量出去的小值可能是其冲针某点磨坏造成的,这时横断面的光亮带很小,那么这一小值就没有意义。冲压加工厂一般来讲冲针磨坏导致的是冲孔机的缩小(异形孔需详细分析)所以在测绘工程的情形下可以得其较高值,横断面质量别忘记,因为在冲针生产制造状况下取的是直径基本规格容许误差里的较高值乘于0.5~0.75,五金冲压件以留出磨损量,经过一段时间的运用冲孔机缩小,但要是横断面质量还过得去,那么其值依然在标准公差范畴内,这时取较大值是适当的。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元