18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
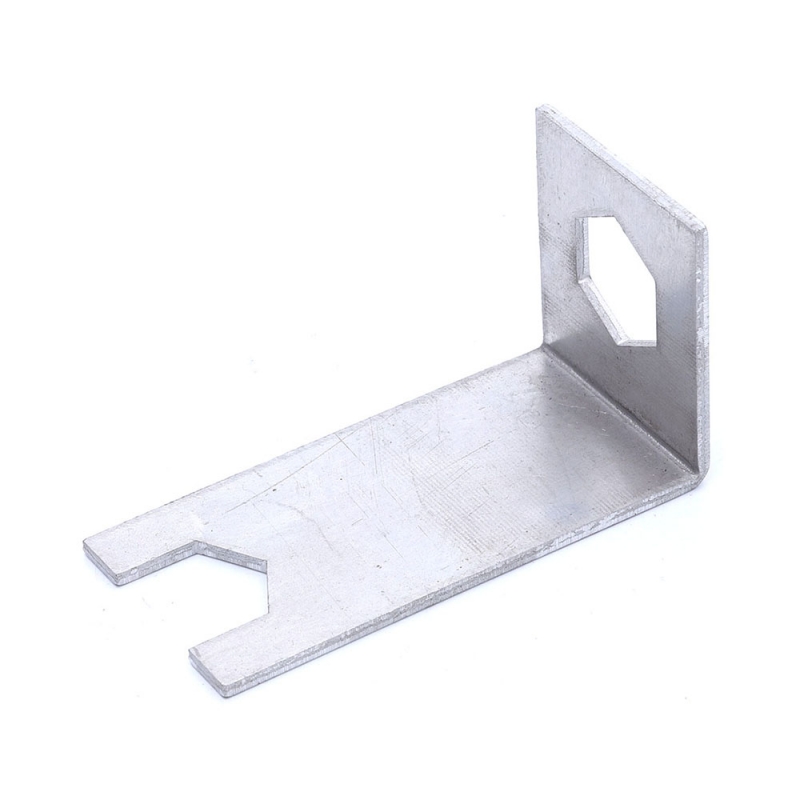
1、冲压件加工弯曲时,弯曲圆弧当超出材料的极限强度时,会产生缝隙和断裂,应避免太小的弯曲圆角半径;
2、R角的设置尽量不要超过其本身1.5倍材料薄厚。由于R角太大弯曲之后其回弹也很大;
3、弯曲冲压件加工时,弯曲高度不宜过长,H不宜过小,尤其是材料t>2mmH会太小,会使弯曲困难,很难得到形状准确的冲压部件;
弯曲件弯角成90度时,为了方便成型应使弯曲件直边高度h>2t,当h=1.3t—2t时,应使R≈0或才用压凹槽等弯曲方式;
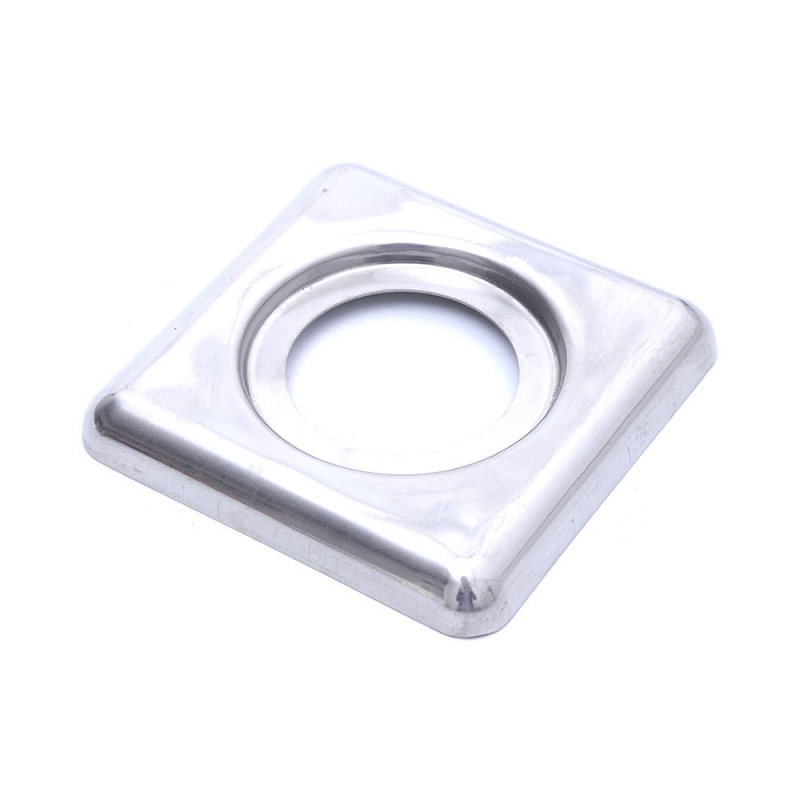
4、弯曲冲压件的弯曲线应建议不要设计在总宽突变的区域,以防止撕破;如果非要设计在总宽突变的区域,可以在总宽突变出事先冲好工艺孔或是工艺槽;
5、针对有孔的弯曲冲压件,假如孔距与弯曲的周边,弯曲的时候会使孔变形;
6、当弯曲冲压件由宽、窄两部分组成时,衔接外间距L≥R;
7、对称件的弯曲,上下弯曲半径应当一致,便于确保弯曲过程中的受力平衡,以避免在弯曲过程中产生滚动;
8、设计弯曲冲压件时,由于弯曲形式与整体冲压件形式不规则,应设计基准孔或基准边缘,并在冲压件上标明公差;
9、在设计弯曲冲压件时,要考虑折弯前材料进行的长度(方位)是否有充足的直径(两块之间间距>t);

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元