18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
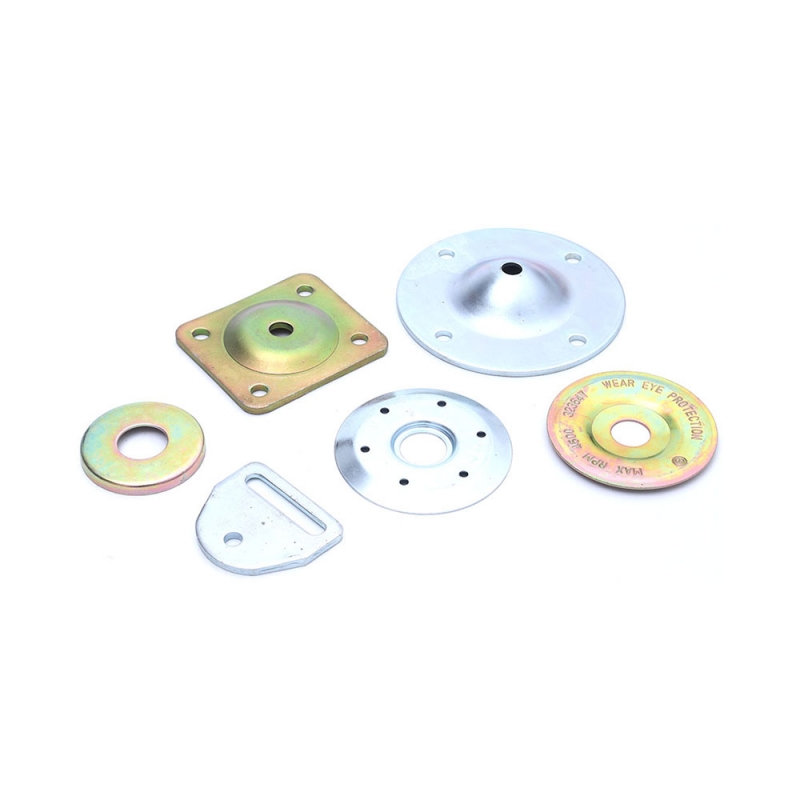
五金件冲压时板料的变形具有明显的分阶段。五金模具冲压制造由弹性变形过多到塑性变形,最终产生破裂分离导致不良分析如下:
①在弹性变形阶段,凸根接触板材后开始充压,板材在凸腔的影响下产生弹性缩小、拉伸、弯曲、挤压等变形。此阶段以材料里的应力达到弹性极限才行。在这个阶段,凸模下的材料路径是弯曲的,凹槽模上的板向上倾斜凸模之间的间隙越多,弯曲和翘曲的水平就越大。
②在塑性交叉阶段,随着凸模继续压制板材,压力增加。当材料中的应力状态清晰且充分时,整体变形开始发生,进入塑性变形阶段。随着凸模挤压板材深度的增加,塑性变形水平的增加,变形区材料的硬化加剧,冲压变形的杭州力继续增加,直到由于拉应力的作用,刀口周围材料出现微裂纹。塑性变形阶段完毕。冲裁变形抗力达到高值。
③破裂分离阶段.继续压下凸模。使刀口附近的变形区域应力达到材料的破坏应力。在凹、凸模刀口侧面的变形区先后产生裂纹。已形成的上、下裂痕逐断扩大。并沿切应力方向向材料里层延伸,直到两裂痕相逢,板料被剪断分离。冲藏过程完毕。
五金件冲压件加工冲压断面可分为明显的四部分:塌角,亮面(光亮带)、糙面(断裂带)和毛边。
1.坍塌-坍塌,又称四角带,是由于刀口周围的材料在冲裁过程中被拉入变形(弯曲和拉深)。材料的塑性越好。凸模与型腔的问际越多,塌角越多。
2.亮面(亮带)亮面又称剪切面,是刀口进入板材后塑性变形时,凸腔侧面与材料精压产生的明亮垂直截面。亮面是理想的冲裁断面。冲裁件的尺寸精度以亮面的规格来衡量。一般冲裁时,亮面的总宽度占板厚的1/3~12.材料型号越好,亮面越宽。
3.五金配件冲压加工糙面(断裂带)糙面是由主裂痕贯通面产生表面十分粗糙并有一定斜度的撕破面。塑性差的材料撕破倾向严重.糙面所占比例也大。
4.羊毛边缘应在刀口附近的侧面.当凸模继续滑动时,材料形成微裂纹.形成的毛制拉长并留在冲裁件上.冲裁间隙越小。毛边高度越小。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元