18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
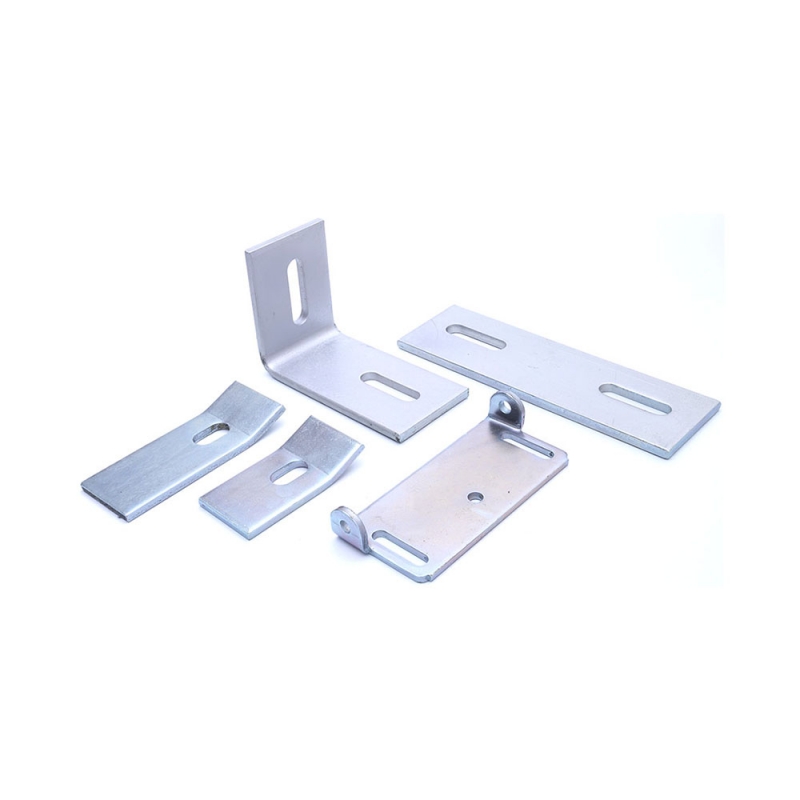
在硬件冲压件的弯曲过程中,最小弯曲半径的规定值一般称为材料的最小弯曲半径。最小弯曲半轻与板材薄厚的比例称为最小弯曲半轻(也称为最小弯曲指数)。不同材料在弯曲时都有最小弯由半径,一般情况下,五金制品冲压加工厂不可使制品的圆角半径等于最小弯曲率径,应尽量获得大点。以下是影响最小相对弯曲半轻的关键因素。
1.材料的力学性能,材料的塑性越好,表面允许的变形越大,允许的最小相对弯曲半径越小。因此,五金模具冲压件厂家生产中常用的热处理方法可以提高冷硬化材料的塑性,从而减少其允许的最小相对弯曲半径,从而提高弯曲水平。
2.板材的轧制方向与弯曲线之间的关系。用于冲压的板材多为冷轧板材和纤维组织,横向.力学性能的异向性存在于垂直和厚度方向。因而,当弯曲线与纤维方位竖直时,材料具备较大的抗压强度,边缘纤唯不易裂开。可以使用较小的相对弯曲半径:当弯曲线与纤维方向平行时,表面纤维由于抗压强度差而容易开裂,允许的最小相对弯曲直径值较大。
3、五金冲压模具加工厂的板料的总宽与薄厚宽板弯曲与窄板弯曲时,其应力应变情况不一样。板料越宽,最小弯曲半径值越多。相对总宽的弯曲件b/t小时,最小相对弯曲半径rain/t影响明显:总宽相对6/r>10点,其影响缩小。
4.弯曲件角度对弯曲件视角的影响较大。贴近弯曲圆弧的直边部分也参加形变,从而使弯曲圆弧处形变得到一定程度地减小。所以弯曲件的视角越多,允许的最小相对弯曲半径就越小。
5.板材的表面质量和切割面的质量标准较差,容易引起应力,降低塑性变形的稳定性,过早破坏材料的大脑。在这种情况下,应采用较大的弯曲半径。在具体生产中,常选用清除冲裁毛边、把有毛边表面朝向弯曲模座,切
掉裁切表层的硬化层等措施来降低最小相对弯曲半径。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元