18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

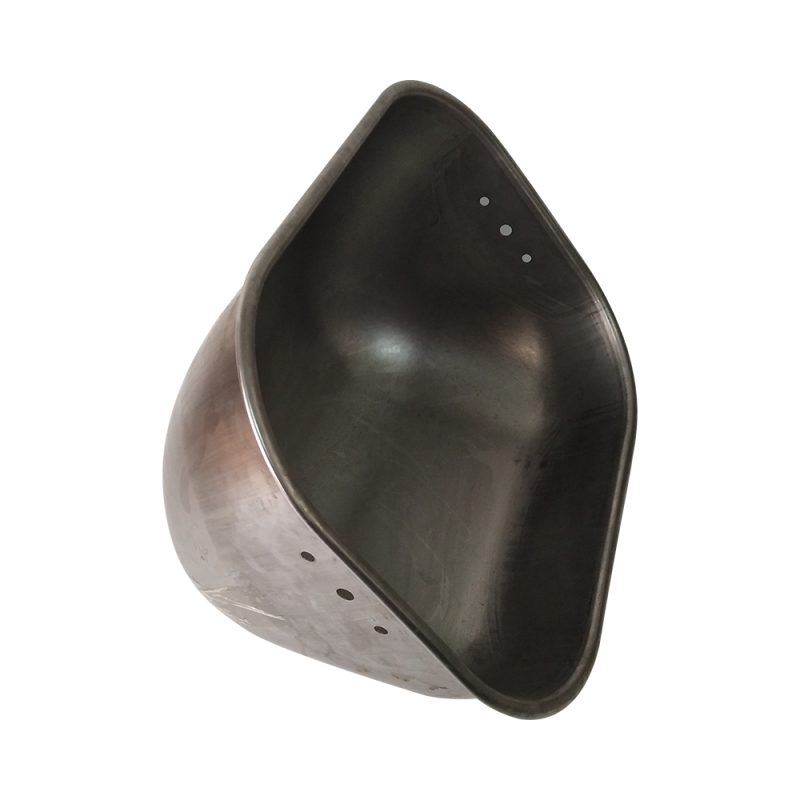
冲压件经冲压件加工成型,有时候会发觉冲压件尺寸和工艺技术规定的尺寸有一定的误差。如要尺寸超差比较严重,调节不回来便是未达标的废料,进而促使冲压件成本费进一步提高,冲压件生产厂家的经济收益遭受危害。下边看下导致冲压件尺寸精密度超差的缘故有什么
模貝刀口尺寸生产制造超差
冲裁全过程中的回弹力、上道工序的制件样子与下道工序模貝工作中部位的支撑面样子不一致,使制件在冲裁全过程中产生形变,冲裁结束后形成延展性回应,因此危害尺寸精密度。
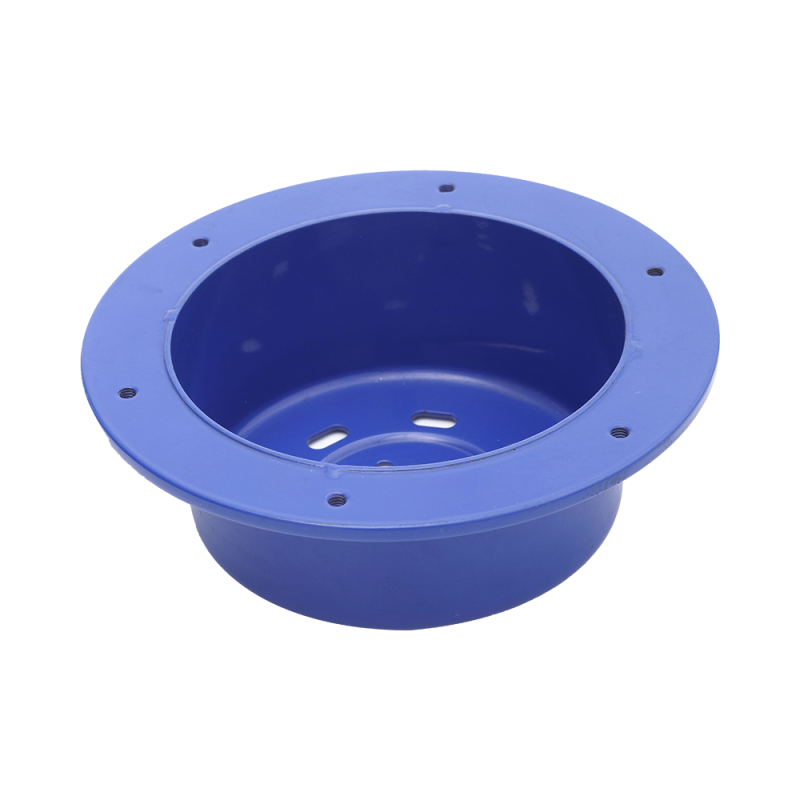
板形不太好
多工艺流程的制件因为上道工序调节不合理或圆弧损坏,毁坏了形变时容积平等的标准,造成了冲裁后尺寸的转变。
因为实际操作时准确定位不太好,或是准确定位组织设计方案得不太好,冲裁全过程中毛胚发生了晃动。或是因为剪截件的缺限(菱形度、缺边等)而造成准确定位的禁止,均能造成尺寸超差。
冲压件的冲裁生产加工次序错误也很有可能导致尺寸超差。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元