18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元
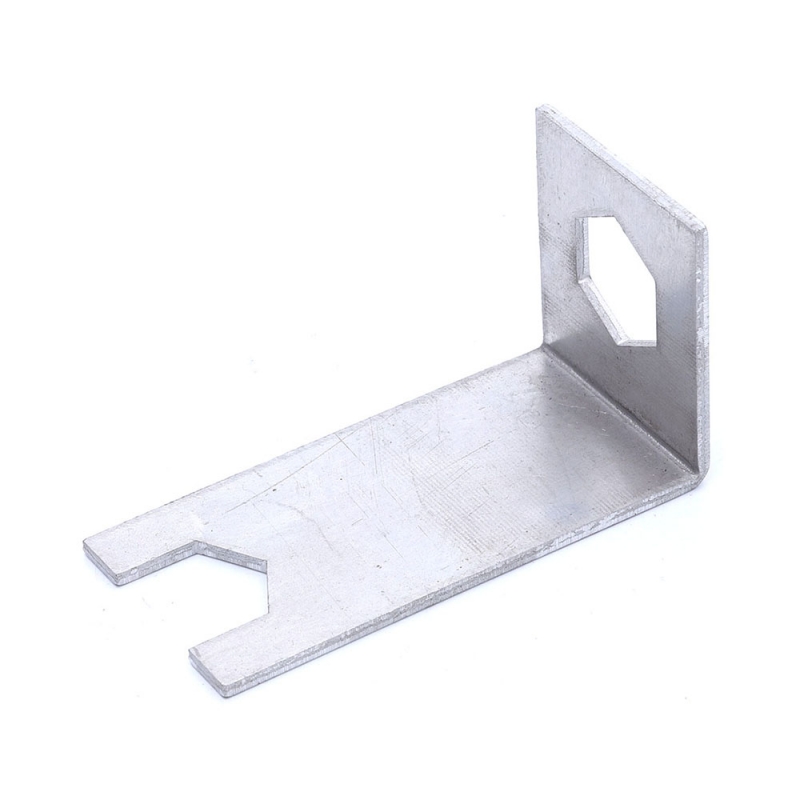
五金冲压模具是五金冲压加工的重要部件,单件组成模具实体的部分零件在制造过程中依据图纸上标注的尺寸和公差开展单独加工(如落料型腔、冲孔模座、导柱和导柱、模柄等)。这些零件通常直接进入总流程。在制造过程中,部分零件的一些规格可以按照图纸上标注的规格进行处理,相关规格必须和谐;有些必须在进入组装前按照复合材料进行处理,有些需要在组装过程中按照复合材料进行和谐。图上标注的规格作为参考(如模具座的导柱导柱固定孔、模具座固定板中的模具座固定孔定在一起的零件螺栓孔、螺母孔等。
一般来说,在五金冲压件钣金加工的冲压生产中,五金冲压模具的间隙对冲压件成品的质量有着决定性的影响。鑫源专注于非标准五金加工。如何影响冲压件的质量?
模具的间隙与冲压材料的类型和厚度有关。不合理的间隙能够导致冲压件发生下列质量问题:
1.如果间隙过大,冲压工件的毛边较大,冲压质量较差;
2、间隙小,冲压质量好,模具磨损严重,模具使用期限大大降低,容易造成冲针破裂;
3、假如间隙太大,很容易在冲压材料上产生附着力,五金冲压件对外加工造成冲压过程中出现材料带。间隙过小容易在冲针底边和金属片之间产生真空,造成废料反跳;
4.合理的间隙可以延长模具的使用寿命,具有良好的压力卸载效果,减少毛边和切割,保持板清洁,直径不会划伤板,降低研磨频率,保持板直,冲压定位准确。

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元