
18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

冲压一般沒有切削边料转化成,原材料的耗费较少,且不需其他电加热设备,因而南平精密金属冲压件是一种算料,环保节能的生产方式,冲压件的费用较低。因为冲压具备这般优势,冲压加工在社会经济各行各业运用范畴十分普遍。比如,在航宇,航空公司,军用,机械设备,农机车,电子器件,信息,铁路,电力,交通出行,化工厂,医疗器材,日大功率电器金属冲压件厂家及轻工业等单位里都是有冲压加工。不仅全部工业界都使用它,并且每个人都会立即与冲压商品产生联络。像飞机,列车,汽车,大拖拉机上就会有很多大,中,中小型冲压件。轿车的车体,窗框及车圈等零部件全是冲压加工出去的。
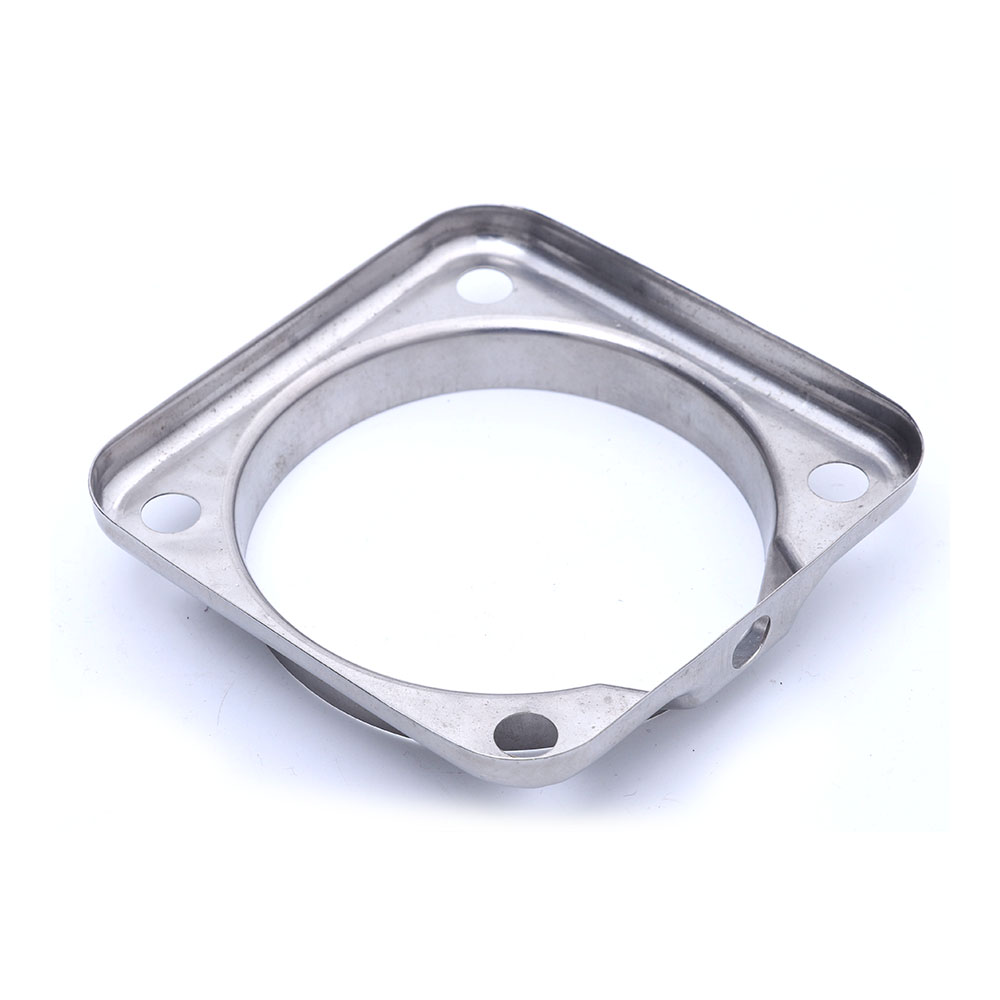
在理想化状况下,落料件的尺寸与凹模刃口尺寸同样,而冲孔机件的尺寸与模座刃口尺寸同样。事实上,因为南平金属冲压件冲裁时产品工件承受力而造成一定的弹性变形,冲裁完毕后,产品工件会产生延展性修复状况,进而造成落料件尺寸与凹模刃口尺寸、冲孔机件与模座刃口尺寸不相符合,危害了冲压件的尺寸精度。影响冲压件尺寸精度的原因许多,如金属冲压件厂家冲裁空隙、冲压模具生产制造精度、原材料特性与薄厚、冲压件的形态和尺寸等,在其中关键原因是冲裁空隙。当凸、凹模间隙过大时,冲裁全过程中原材料受到的拉深功效比较大,因此拉深形变大。

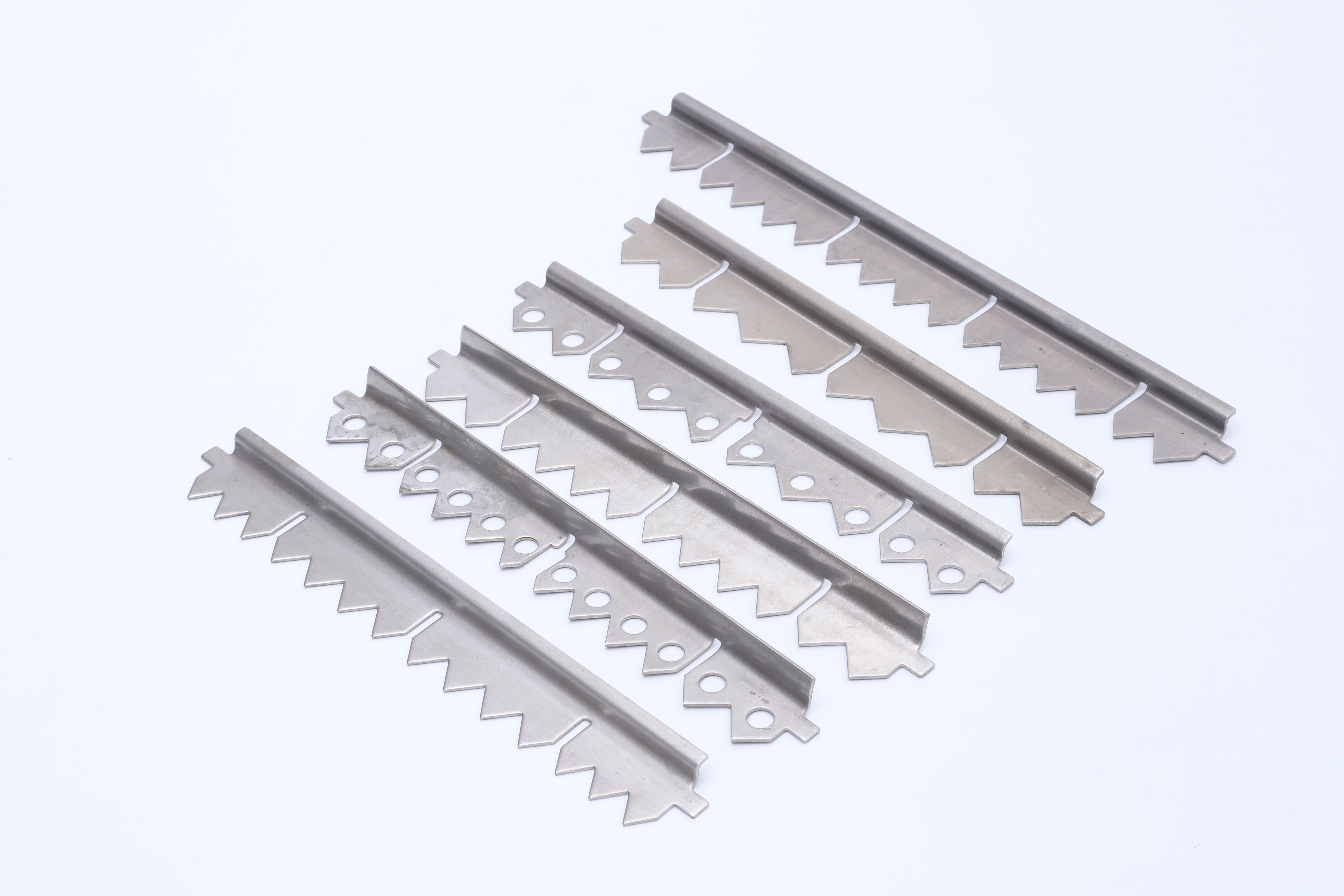
1,黏合、划痕:因为原材料与模座或凹模磨擦而在制件或是模貝表面层发生的欠佳;2,毛刺:关键南平金属冲压件产生于剪截模和落料模,刀口中间的空隙或大或小的时候会产毛刺;3,线偏位:制件成型时,首先与模貝触碰的部位被压挤并产生了一条线;4,凸凹:开卷有益线有脏东西(铁销、套胶、尘土)渗入造成金属冲压件厂家凸凹;5,坎坷:因为内应力不匀称、拉深筋配对欠佳或是压机滑块操纵欠佳等导致制件r角部位或是压纹部位产生坎坷、应变力;6,皱褶:因为压机滑块调节欠佳、压机精密度低、气垫cc工作压力调节不适合、冲针或是r部位大等因素造成边沿或r部位皱褶。
1、选用五金配件的种类、标准和作用应合乎现行标准标准和相关要求,并与选用塑钢窗南平精密金属冲压件相符合。2、对总宽超越1米的移窗,或设备双层中空玻璃的窗门,宜设定双滑轮,或选用滚翻滑轮。3、滑撑门铰链不可选用铝合金材料,应选用不锈钢板材。4、用拧紧螺钉设备五金件,必须含有金属材料衬板,衬板薄厚最少应超过标准件牙距的二倍,不可精密金属冲压件厂家拧紧在塑料型材上,也不可选用非金属材料里衬。5、五金配件金应终归设备,窗门锁、把手等应在门窗扇入框后再拼装,保证方向恰当,电源开关灵活。

通常而言,五金冲压件展现出一侧毛刺的原故关键有下列一些层面,下面为大伙儿详解。期待可以对各位有些协助。1)模具安装偏差。如南平精密金属冲压件厂家凸模与固定不动板不竖直或因损坏而松脱,或因定位销松动而不可以确保凸、凹模有合理的确定部位。2)导向精密度差。模具导向件相互配合间隙过大造成上、上模轴线不重叠危害冲压加工间隙的匀称性。3)安裝精密金属冲压件偏差。无导向模具在安装使用时,左右模部位不对导致间隙不匀称。模具上模板或底版表层不清理,或下模螺丝拧紧不合理会导致工作中一部分歪斜。

五金冲压件生产加工应用的原材料应符合GB710-65《优质碳钢薄钢板技术条件》、GB2517-81《一般结构用热连轧钢板及钢带》等相关金属材料规范的要求,并符合南平金属冲压件材料供应或其他领域的要求。硬件冲压件的原材料应有质量证书,以确保材料符合要求的技术标准。当精密金属冲压件无品质证明书或因别的缘故,五金冲压件生产厂家可按须要挑选原材料开展复检。化学成分分析、金相检验:剖析材料中化学分子的含量;判断材料晶粒大小等级和匀称水平;鉴定材料中分散珠光体、带条状机构和非金属材料掺杂物的等级;查验材料缩松、松散等缺点。成型特性试验:对材料开展弯折试验、杯突试验,测量材料的冷作硬化指数值n值和可塑性应变力比r值等。
手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元


