
18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

1、因为揭阳大型五金件冲压不锈钢冲压件强度高,不易拉申。在冲压加工是假如模具设计方案不合理,形变渡过大,非常容易发生裂开;2、不锈钢冲压件屈服极限高,所需冲切力大,对模具设计方案和模具原材料的需求较高。不锈钢大型五金件冲压模具不合理或模具的原材料较弱那在制造中非常容易胀模,导致生产制造停滞不前;3、不锈钢冲压件形变度大,非常容易造成表面发皱;4、模具易发生黏结瘤,造成不锈钢冲压件加工常常发生划痕和压印;5、不锈钢冲压件模具设计方案时要测算好原材料回弹力指数,要不然会造成不锈钢冲压件难以做到期望的构造。

冲压件主要是将不锈钢大型五金件冲压金属材料或非金属材料板料,依靠压力机的工作压力,根据冲压模貝冲压生产加工成形的,它具体有下列特性:⑴冲压件是在原材料耗费并不大的条件下,经冲压生产制造出來的,其零件重量较轻、弯曲刚度好,而且板料通过塑性形变后,金属材料內部的组织架构获得改进,使冲压件抗压强度逐步提高。⑵冲压件大型五金件冲压厂家具备较高的外形尺寸精密度,同模件规格匀称一致,有不错的公差配合。不用进一步机械加工制造就可以达到一般的安装和应用规定。⑶冲压件在冲压全过程中,因为原材料的表面不会受到毁坏,故有不错的表面品质,外型光洁美观大方,这为表面喷涂、电镀工艺、磷化处理以及他表面解决带来了便捷标准。
1.厚钢板的表面或內部有异物渗入,异物掉下来,卷料呈疤痕一样的情况。2.划痕(辊子表面或是异物质造成),边角(20~30mm)因为不锈钢大型五金件冲压内应力不匀称而产生形变或是压褶,卷料边角损坏。3.辊子滚动造成,异物进到后在卷料反面压出来起包(异物掉下则消退)。4.边沿不规律损坏,超过标准之外的材料欠佳。5.辊子印痕(异物粘附在辊子上造成),异物大型五金件冲压厂家引起表面深层造成显著的沟痕。冲压加工时因为模貝确保了冲压件的规格与样子精密度,且一般不毁坏冲压件的表面品质,而模貝的使用寿命一般较长,因此冲压加工的品质平稳,公差配合好,具备“一模一样”的特点。

五金冲压件生产加工应用的原材料应符合GB710-65《优质碳钢薄钢板技术条件》、GB2517-81《一般结构用热连轧钢板及钢带》等相关金属材料规范的要求,并符合揭阳大型五金件冲压材料供应或其他领域的要求。硬件冲压件的原材料应有质量证书,以确保材料符合要求的技术标准。当不锈钢大型五金件冲压无品质证明书或因别的缘故,五金冲压件生产厂家可按须要挑选原材料开展复检。化学成分分析、金相检验:剖析材料中化学分子的含量;判断材料晶粒大小等级和匀称水平;鉴定材料中分散珠光体、带条状机构和非金属材料掺杂物的等级;查验材料缩松、松散等缺点。成型特性试验:对材料开展弯折试验、杯突试验,测量材料的冷作硬化指数值n值和可塑性应变力比r值等。

1、激光切割和冲压加工,因为不锈钢的抗压强度比一般原材料要高,因而冲压加工和剪截必须较高的工作压力,不锈钢冲压件加工而且当刀和刀中间的空隙准确时,不容易大型五金件冲压厂家产生剪截毁坏和冷作硬化。若想应用氧割时,应用低温等离子或光纤激光切割。或是当电孤被断开时,热危害区被碾磨而且必须热处理工艺。2、弯曲生产加工,书芯可以弯曲180°,可是不锈钢大型五金件冲压为了能降低斜面的缝隙而且的半径甄选是板厚度的2倍,厚钢板的厚度是顺着轧制方位的板的2倍,而且在轧制的竖直角度上弯曲时的厚度的4倍,特别是电焊焊接期内,以避免电焊焊接地域的表层裂开,以避免生产加工裂开。

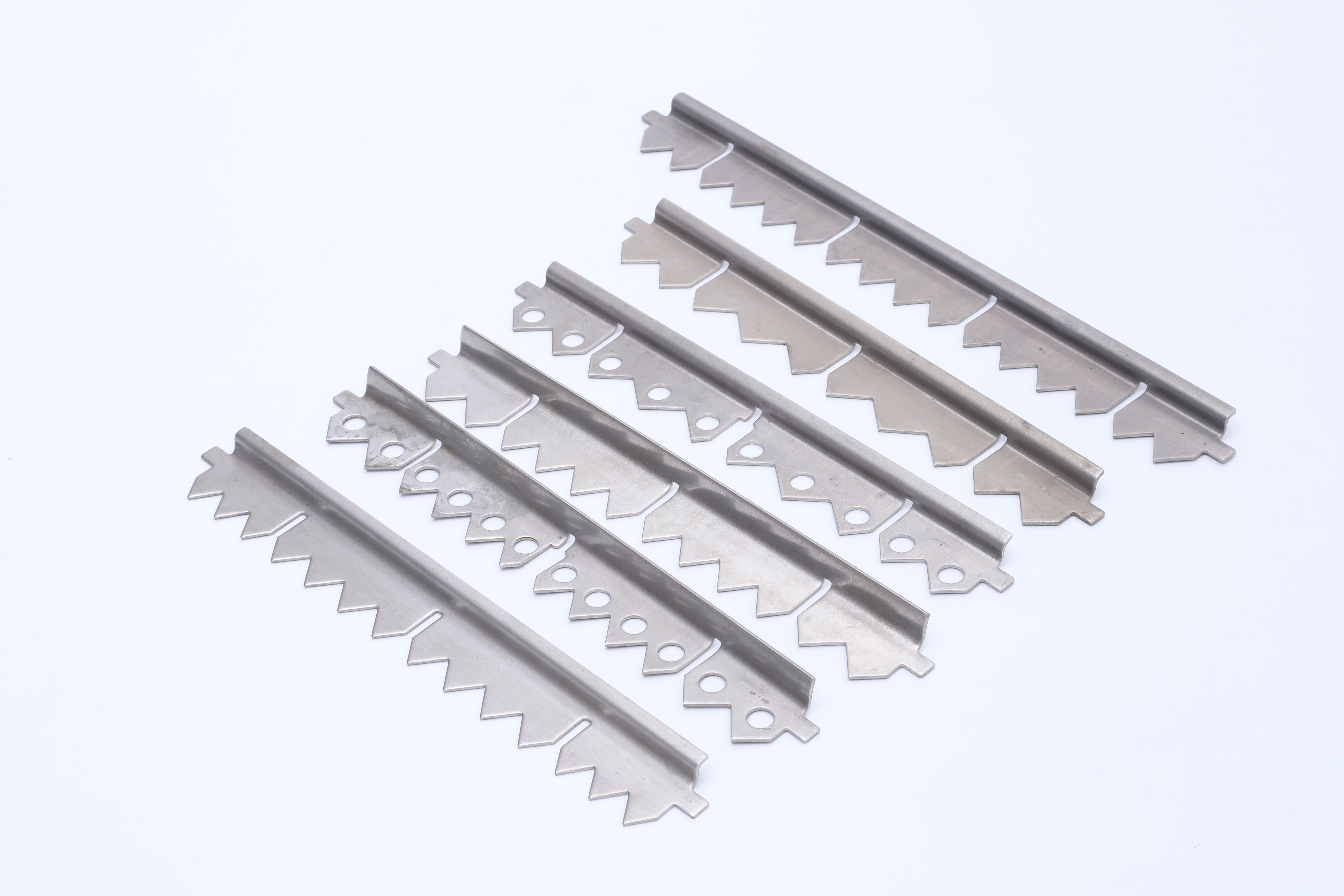
不锈钢冲压件是靠压力机和模貝对家具板材、非晶带材、管件和铝型材等增加外力作用,使之大型五金件冲压厂家造成塑性形变或分离出来,进而得到所需样子和规格的产品工件(冲压件)的成形加工方式。冲压和煅造同为可塑性加工(或称工作压力加工),统称铸造。冲压揭阳不锈钢大型五金件冲压的胚料主要是热扎和热轧的材料和带钢。全球的不锈钢板材中,有60~70%是家具板材,在其中大多数通过冲压做成制成品。车辆的车体、汽车底盘、机油箱、散热器片,加热炉的汽包,器皿的外壳,电机、家用电器的变压器铁芯铁氧体磁芯等全是冲压加工的。仪表设备、电器产品、单车、办公室机械设备、日常生活容器等商品中,也是有很多冲压件。冲压加工是凭借基本或专用型冲压机器设备的驱动力,使板材在模貝里立即遭受形变力并开展形变,进而得到一定样子,规格和特性的商品零件的生产工艺。
手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元


