
18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

1,黏合、划痕:因为原材料与模座或凹模磨擦而在制件或是模貝表面层发生的欠佳;2,毛刺:关键运城冲压产生于剪截模和落料模,刀口中间的空隙或大或小的时候会产毛刺;3,线偏位:制件成型时,首先与模貝触碰的部位被压挤并产生了一条线;4,凸凹:开卷有益线有脏东西(铁销、套胶、尘土)渗入造成冲压厂家凸凹;5,坎坷:因为内应力不匀称、拉深筋配对欠佳或是压机滑块操纵欠佳等导致制件r角部位或是压纹部位产生坎坷、应变力;6,皱褶:因为压机滑块调节欠佳、压机精密度低、气垫cc工作压力调节不适合、冲针或是r部位大等因素造成边沿或r部位皱褶。

在全部制造业中,“五金冲压件”的岗位职责是为制造企业给予零部件和生产制造物品,而运城精密冲压不是终究被作为行业专业设备。即便如此,大家也无法否定“五金冲压件”在社会发展生产过程中的关键功效:“五金冲压件”与制造业做为一个总体是相辅相成、紧密联系的。金属冲压件行业产业集群发展趋势显著。现阶段,中国金属冲压件行业关键聚集在广东、浙江、江苏、上海、河北、山东等经济腾飞的省区和运城冲压地域。传统式金属冲压件公司的商品比较简易,许多公司只求别的制造企业给予配套设施和零配件,对制造企业依赖感强,对大型商场的要求反应慢。
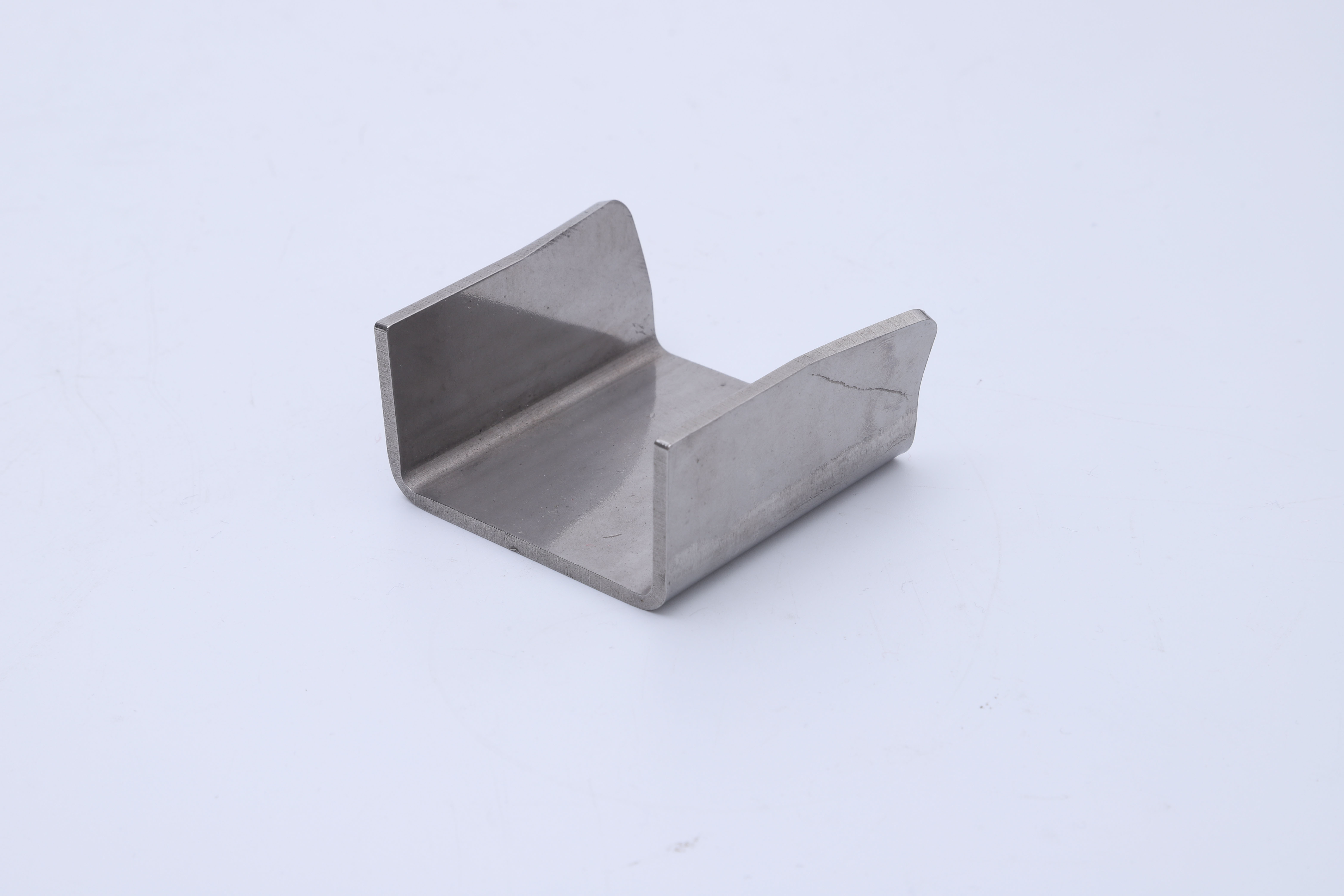
五金冲压件上的毛刺种类有下列几类:1.剪截横断面含有裂开,而且有比较精密冲压厂家大毛刺的两层横断面。其发生缘故是模貝空隙低于有效空隙,凸、凹模刃口处的裂痕不重合。修磨凸凹模空隙就可以处理。2.冲裁件横断面倾斜度大、产生扯断的毛刺、圆弧处的蹋角扩大。其发生缘故是冷冲压模貝空隙过大,裂痕不重合而致。拆换新的模貝行业零件运城精密冲压就可以;3.冲孔机件毛刺毛刺大,落料件圆弧带蹋角扩大。其发生的因素是凹模刃品磨钝而致。修磨凹模刃口就可以处理;4.落料件上形成的毛刺、冲孔机件造成大蹋角。其发生缘故是模座刃口磨钝而致,修磨模座刃口就可以处理。

五金冲压件生产加工应用的原材料应符合GB710-65《优质碳钢薄钢板技术条件》、GB2517-81《一般结构用热连轧钢板及钢带》等相关金属材料规范的要求,并符合运城冲压材料供应或其他领域的要求。硬件冲压件的原材料应有质量证书,以确保材料符合要求的技术标准。当精密冲压无品质证明书或因别的缘故,五金冲压件生产厂家可按须要挑选原材料开展复检。化学成分分析、金相检验:剖析材料中化学分子的含量;判断材料晶粒大小等级和匀称水平;鉴定材料中分散珠光体、带条状机构和非金属材料掺杂物的等级;查验材料缩松、松散等缺点。成型特性试验:对材料开展弯折试验、杯突试验,测量材料的冷作硬化指数值n值和可塑性应变力比r值等。
手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元


