
18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

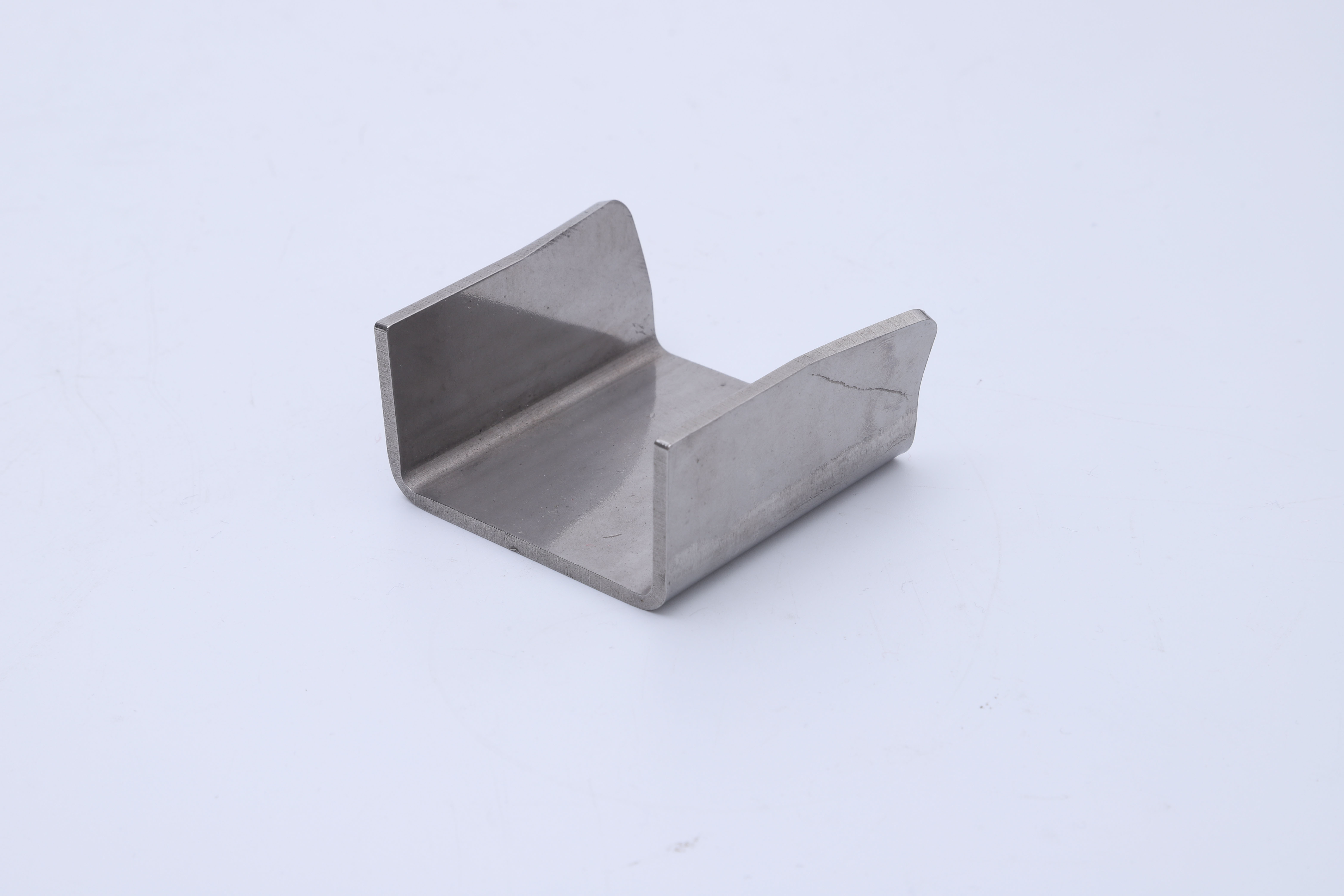
一般来说,硬件冲压件一般指冷冲压件。例如,如果你想把一块不锈钢板变成一个快餐盘,你不锈钢异性冲压件加工必须先设计一套模具。模具的工作是盘子的外观设计。如果你用模具按压不锈钢板,它将成为你想要的盘子。这是冷冲压,即立即用模具冲压硬件材料。五金冲压件是钢或一些有色金属加工出去的零件,加工方式:冷/热冲压、压挤、挤压成型、电焊焊接、钻削这些还包含其它一些加工工艺,界定汕头不锈钢异性冲压件较为广.冲压件:五金加工里边用的较多的,指的是在室内温度前提条件下,钢/有色金属等家具板材用模具,由压力机给予加工所需工作压力而成型为特定外观设计.五金冲压件普遍的运用于大家生活之中的各行各业,包含一些电子元器件、汽车用品、建筑装饰材料等。

1、粗级:不锈钢冲压件有毛刺时,可以选用钻削,切削,挫刀,刮板等普遍工艺去除,这种汕头不锈钢异性冲压件工艺只适用精度规定不高的不锈钢冲压件;2、普通:对不锈钢冲压件有一定的精度规定的可以应用研磨、沙轮片抛等工艺除去毛刺;3、高精密级:针对高精密级的不锈钢冲压件,zte中兴溢德我教你二种工艺祛除毛刺,那便是光电催化生产加工、翻转异性冲压件加工生产加工;4、超高精密级:针对超高精密级的不锈钢冲压件,规定非常非常的高,可以选用磁性研磨、超音波研磨等工艺除去毛刺,这类工艺可得到不锈钢冲压件十分高的精度。
洛氏硬度计通常用于五金冲压件的强度检验,但对于外观复杂的中小型五金冲压件有限制。根本原因不锈钢异性冲压件是可以用来检测平面图小,不能用于一般台式一体机的洛氏硬度计。五金冲压件的尺寸精度是指五金冲压件具体尺寸与基本尺寸的差异。差异越小,五金冲压件的尺寸精度越高。误差的存有是减少五金冲压件时尺寸精度直接原因,而汕头不锈钢异性冲压件五金冲压件尺寸误差则是由各个方面要素导致的。经剖析证实,五金冲压件凸、凹模的生产制造精度;凸、凹模空隙;冲压加工后原材料的延展性回应;生产过程中的不经意要素,如准确定位禁止、原材料特性不稳定等,全是造成五金冲压金发生尺寸误差的缘故。

1、因为汕头异性冲压件不锈钢冲压件强度高,不易拉申。在冲压加工是假如模具设计方案不合理,形变渡过大,非常容易发生裂开;2、不锈钢冲压件屈服极限高,所需冲切力大,对模具设计方案和模具原材料的需求较高。不锈钢异性冲压件模具不合理或模具的原材料较弱那在制造中非常容易胀模,导致生产制造停滞不前;3、不锈钢冲压件形变度大,非常容易造成表面发皱;4、模具易发生黏结瘤,造成不锈钢冲压件加工常常发生划痕和压印;5、不锈钢冲压件模具设计方案时要测算好原材料回弹力指数,要不然会造成不锈钢冲压件难以做到期望的构造。
1、科学安排冲压件加工工艺流程,查验压料面和拉延填补面的合理性;查验拉延毛胚、脱料力、不锈钢异性冲压件部分材料流动性状况的合理性;用内筋方法舒皱;提升脱料力,调节拉延筋、冲压加工方位,提升成形工艺流程、板材薄厚,更改产品及加工工艺造型设计以消化吸收汕头不锈钢异性冲压件不必要材料等方式;2、查验初始产品设计模型的合理性;防止产品发生鞍形样子;产品非常容易起皱的地区提升吸料筋等;3、在达到五金冲压件产品特性的情形下,针对一些非常容易起皱的零件,选用成形性比较好的材料;4、保证制品在拉申全过程中模貝可以压着料,保证一个有效而一切正常的材料流动性速率,材料在拉申全过程中流动性过快,则有可能造成制品起皱。

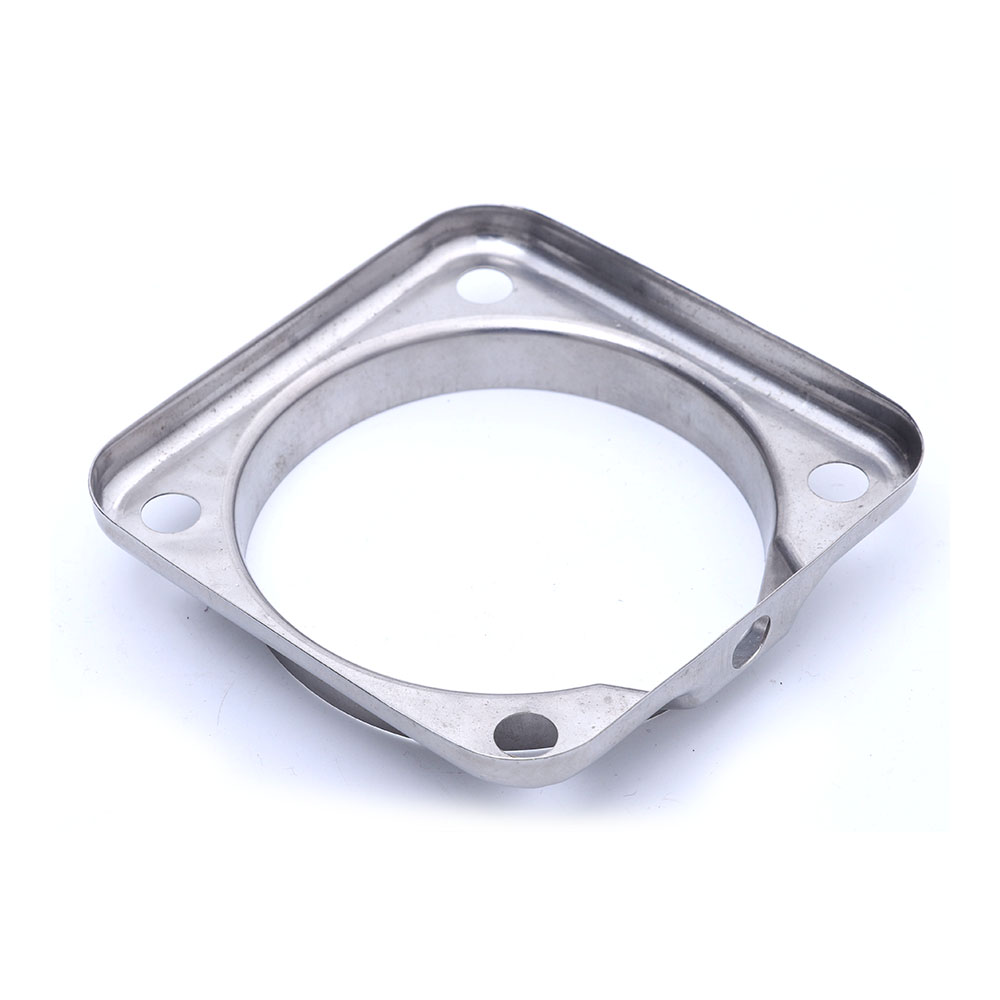
应用冲压机械开展产品的拉伸成形加工,包含:拉伸加工、再拉伸加工、反向拉伸及其变软拉伸加工等。不锈钢异性冲压件拉伸加工:应用销钉设备,利用模座的冲工作压力,将平家具板材的一部分或是所有拉进凹实体模型腔内,使之成形为带底的容器。容器的内壁与拉伸方位水平的加工,是单纯性的拉伸加工,而对锥体(或角锥)形容器、半球型容器及双曲线面容器等的拉伸加工,在其中还包括扩形加工。再拉伸加工:即不锈钢异性冲压件加工对于一次拉伸加工无法进行的深拉伸产品,必须对拉伸加工的成形产品进行再拉伸,以提高成形容器的深度。
手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元


