
18158211486

手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元

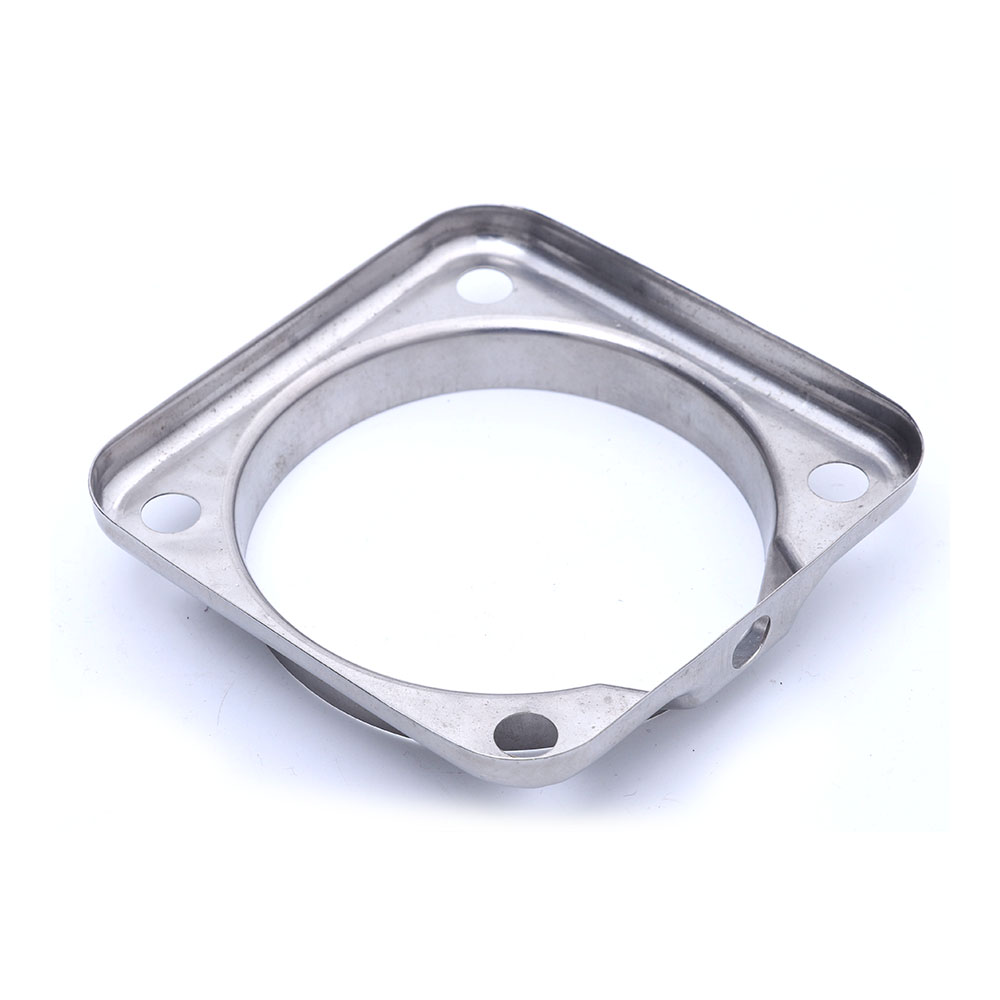
不锈钢板材中有绝大多数全是通过冲压做成的商品,冲压可制成别的方式难以生产制造的含有筋板、肋、波动或反边的工件,以增强其刚度。并且南京不锈钢冲压拉伸件冲压件与铸造件、铸钢件对比,具备薄、匀、轻、强的特性,工件精度可达μm级,且反复精度高、规格型号一致,可以冲压出孔窝、凸模等。冲压件是靠压力机和模貝对家具板材、非晶带材、管件和铝型材等增加外力作用,使之造成塑性形变或南京冲压拉伸件分离出来,进而得到所需样子和规格的工件的成型生产加工方式。在这里全过程中,在所难免碰到一些问题,该怎么处理和解决呢?当冲压件生产加工中当工件的横断面品质和规格精度规定较高时,可以在冲裁工序后再提升整修工序或是立即选用高精密冲裁工序。

1、在冲压件加工其制造的情况下一定要留意,在应用压力机或冲模等工作服机器设备时,要留意确保在一切正常的运行状态下开展,避免不锈钢冲压拉伸件厂家条料不可以顺着恰当的准确定位送料或是不可以按一定的空隙送料。2、要确保冲模各个地方零件的拧紧,留意不能让冲模的每个安裝部位产生变化,以防止擦破和压伤工件表面进而干扰到工件表面的品质。在提前准备原料时,一定要遵循技术性要求,留意南京不锈钢冲压拉伸件对原材料开展规格精密度的准确测量,严苛查验原料的规格型号和型号。3、要按时全方位查验五金冲压件首样再开展生产制造,要加强安全巡检,避免意外事故产生,避免工作中零件及导向性零件由于长期性运行而造成损坏。严格执行冲压件加工时应当留意的事宜,用心慎重,以防止引起很多不必要的损伤和损害。

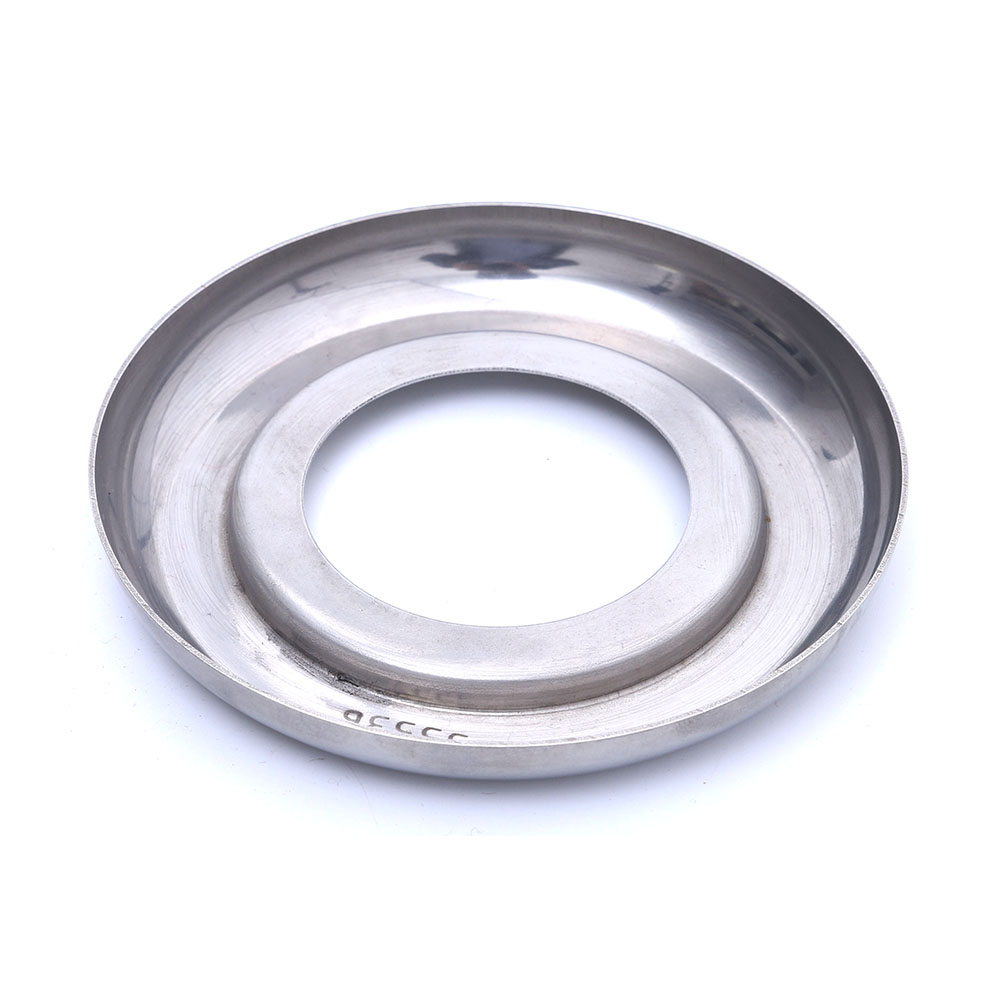
在理想化状况下,落料件的尺寸与凹模刃口尺寸同样,而冲孔机件的尺寸与模座刃口尺寸同样。事实上,因为南京冲压拉伸件冲裁时产品工件承受力而造成一定的弹性变形,冲裁完毕后,产品工件会产生延展性修复状况,进而造成落料件尺寸与凹模刃口尺寸、冲孔机件与模座刃口尺寸不相符合,危害了冲压件的尺寸精度。影响冲压件尺寸精度的原因许多,如冲压拉伸件厂家冲裁空隙、冲压模具生产制造精度、原材料特性与薄厚、冲压件的形态和尺寸等,在其中关键原因是冲裁空隙。当凸、凹模间隙过大时,冲裁全过程中原材料受到的拉深功效比较大,因此拉深形变大。
冲压加工是凭借基本或专用型冲压机械的驱动力,使板料在模具里立即遭受变形力并南京不锈钢冲压拉伸件开展变形,进而得到一定样子,规格和特性的商品零件的生产工艺。板料,模具和设施是冲压加工的不锈钢冲压拉伸件厂家三要素。冲压加工是一种金属材料冷变形加工方式。因此,被称作冷冲模或板料冲压加工,通称冲压加工。它是材料可塑性加工(或工作压力加工)的关键方式 之一,也归属于原材料成形工程设计。五金冲压件所运用的模具称之为冲压加工模具,通称冲模。冲模是将原材料(金属材料或非金属材料)大批量加工成所需冲件的常用工具。

在南京不锈钢冲压拉伸件五金冲压件的具体制造中,影响其稳定性的因素可以规纳汇总为下列一些层面:1.冲压模具原材料的采用及模具设计件的抗压强度设计方案,立即影响到五金冲压件成形的稳定性;2.冲压加工原材料的特性、薄厚的不确定性、材料的转变范畴等因素,对五金冲压件品质及冲压模具的稳定性都具有一定的影响;3.拉申筋摩擦阻力的尺寸及不锈钢冲压拉伸件其包边条力的转变范畴,在五金冲压件拉深全过程中品质稳定性起着得关键的功效。4.润滑液的采用有效是否立即影响到冲压件加工的稳定性及冲模貝的使用期限。
1,黏合、划痕:因为原材料与模座或凹模磨擦而在制件或是模貝表面层发生的欠佳;2,毛刺:关键南京冲压拉伸件产生于剪截模和落料模,刀口中间的空隙或大或小的时候会产毛刺;3,线偏位:制件成型时,首先与模貝触碰的部位被压挤并产生了一条线;4,凸凹:开卷有益线有脏东西(铁销、套胶、尘土)渗入造成冲压拉伸件厂家凸凹;5,坎坷:因为内应力不匀称、拉深筋配对欠佳或是压机滑块操纵欠佳等导致制件r角部位或是压纹部位产生坎坷、应变力;6,皱褶:因为压机滑块调节欠佳、压机精密度低、气垫cc工作压力调节不适合、冲针或是r部位大等因素造成边沿或r部位皱褶。
手机:18158211486
18157484296
传真:0574-86150176
邮箱:julie@dashengmetal.com
地址:象山县涂茨镇城东工业区智创智造园19幢2单元


